



取消
清空記錄
歷史記錄
清空記錄
歷史記錄




創(chuàng)恒非標整硬鉆:效率與成本雙優(yōu)解,如何實現(xiàn)突破?
在制造加工領(lǐng)域,企業(yè)競爭日益激烈,如何平衡提升加工效率與控制生產(chǎn)成本,成為關(guān)乎核心競爭力與可持續(xù)發(fā)展的關(guān)鍵。企業(yè)既要滿足多樣化訂單對精度和產(chǎn)能的要求,又需管控刀具損耗、人工成本等支出,稍有不慎就可能壓縮利潤或延遲交付。接下來,以加工企業(yè)的實際生產(chǎn)場景為例,看其如何在復雜工況中突破困局。
復雜工況:多重挑戰(zhàn)并存
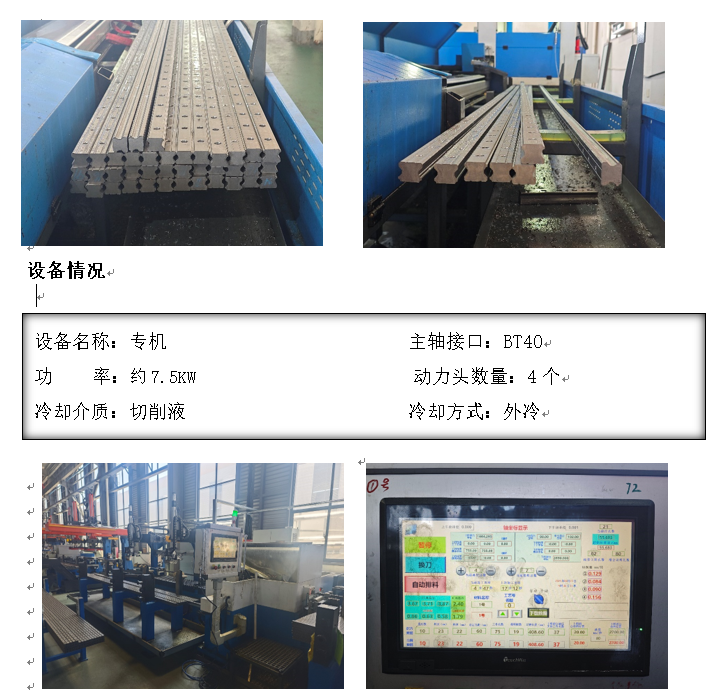
客戶是國內(nèi)**的直線導軌制造公司,需要在15#、25#、30#、35#、45#、55# 等多種型號直線導軌上大量鉆孔,本案例工件材料為S55C,厚度24.3mm,硬度處于 HB220-300 區(qū)間,鉆孔公差要求為 Φ7.0+0.15。這種材料雖具備良好的綜合性能,但在鉆孔加工時,對刀具的耐磨性、韌性要求高。
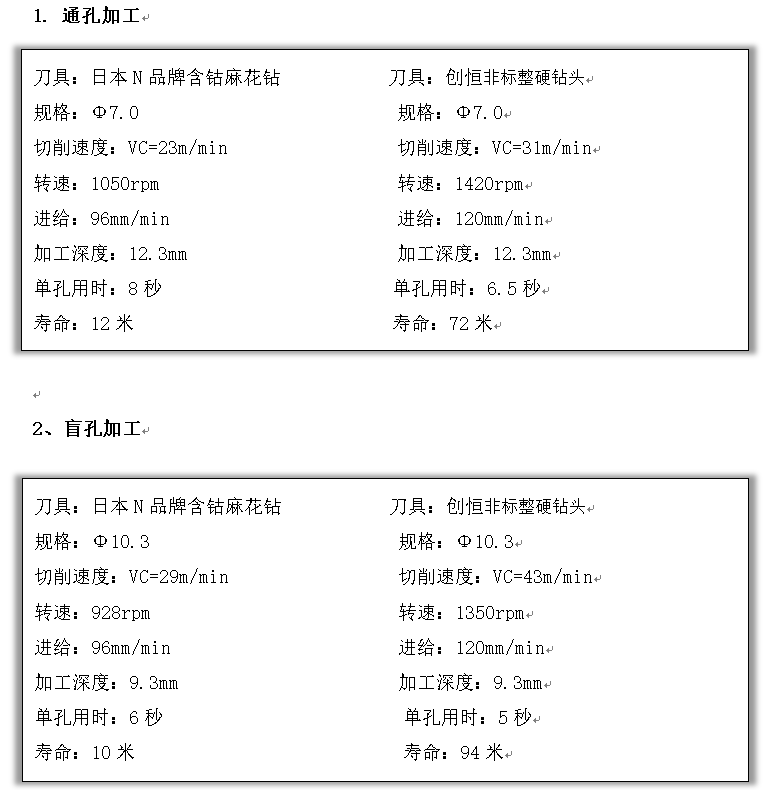
刀具加工對比情況:
客戶原刀具使用的是日本N品牌含鈷麻花鉆,由于壽命較短,要反復修磨,設(shè)備稼動率低。且修磨鉆頭壽命受人為因素影響,壽命很不穩(wěn)定,既耽誤生產(chǎn)進度,又增加了人工成本。為提高生產(chǎn)效率,同時減少人工成本,客戶急需找到一款性能良好的鉆頭。為此,我們推薦了一款創(chuàng)恒非標整硬鉆頭,下面一起來看看使用效果如何。
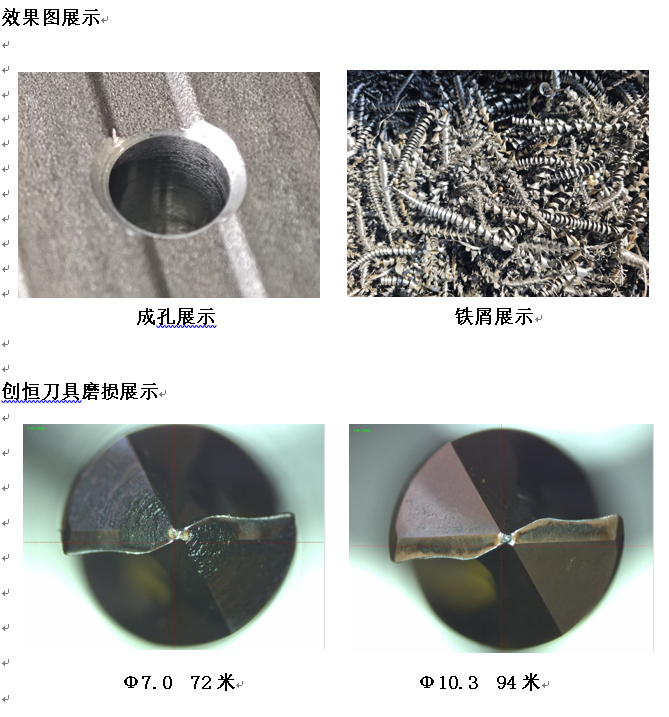
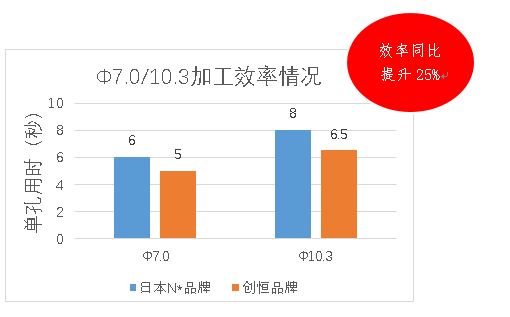
硬核數(shù)據(jù):用事實呈現(xiàn)
現(xiàn)場測試數(shù)據(jù)驗證,創(chuàng)恒非標整硬鉆重塑加工體驗!日本 N 品牌含鈷麻花鉆在理想工況下,每加工 9-10 米需進行人工修磨,且修磨質(zhì)量受人為因素影響難以穩(wěn)定把控,頻繁停機換刀與修磨操作拖累生產(chǎn)節(jié)奏。而創(chuàng)恒非標整硬鉆展現(xiàn)出其耐用優(yōu)勢:Φ7.0 型號連續(xù)加工至 72 米、Φ10.3 型號加工至 94 米全程無修磨。實測數(shù)據(jù)顯示,創(chuàng)恒非標整硬鉆兩款產(chǎn)品加工效率同步提升 25%,單日產(chǎn)量從 63 根躍升至 86 根,不僅省去人工修磨成本,更通過 “零修磨、少停機”的連續(xù)作業(yè)模式,**提升生產(chǎn)連貫性與效率,為加工場景帶來降本增效的實質(zhì)性突破。
從加工難題困惑到產(chǎn)量上升,創(chuàng)恒非標整硬鉆用實際表現(xiàn)為客戶交出了一份**答卷!如果您也在為鉆孔加工效率低、成本高而發(fā)愁,不妨試試創(chuàng)恒刀具。點擊關(guān)注公眾號或撥打咨詢熱線,獲取專屬刀具解決方案,開啟降本增效新征程!

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~未來,我們秉承“創(chuàng)新發(fā)展,合作共贏”理念,貫徹“提供高效精密切削刀具”這一使命,繼續(xù)專注于深耕高效切削技術(shù),力求成為您更可信賴的刀具制造品牌


