







效率與成本的雙重突破!S 鉆讓配件加工煥發新活力
效率與成本的雙重突破!S 鉆讓配件加工煥發新活力
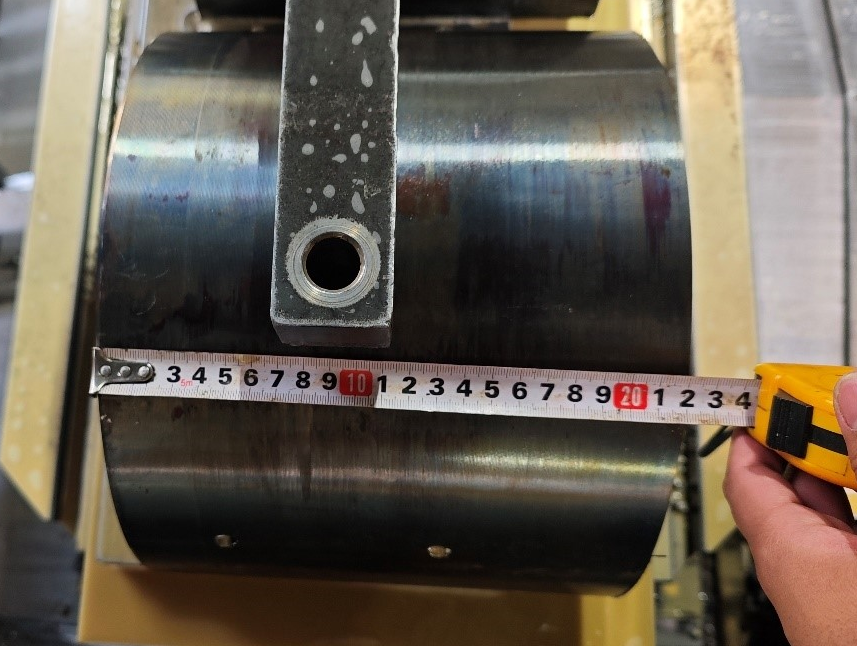
在制造業競爭日益激烈的當下,每一個生產環節的優化都可能成為企業決勝市場的關鍵。尤其是在精密零部件加工領域,刀具的選擇直接影響著生產效率、產品質量和綜合成本。此次應用案例的被加工材料為45#鋼,工件的厚度達220mm,需要進行通孔加工。45#鋼作為一種常用的中碳結構鋼,具有一定的強度和硬度,在厚壁通孔加工中,對刀具的耐磨性、排屑能力和穩定性都有著較高的要求。

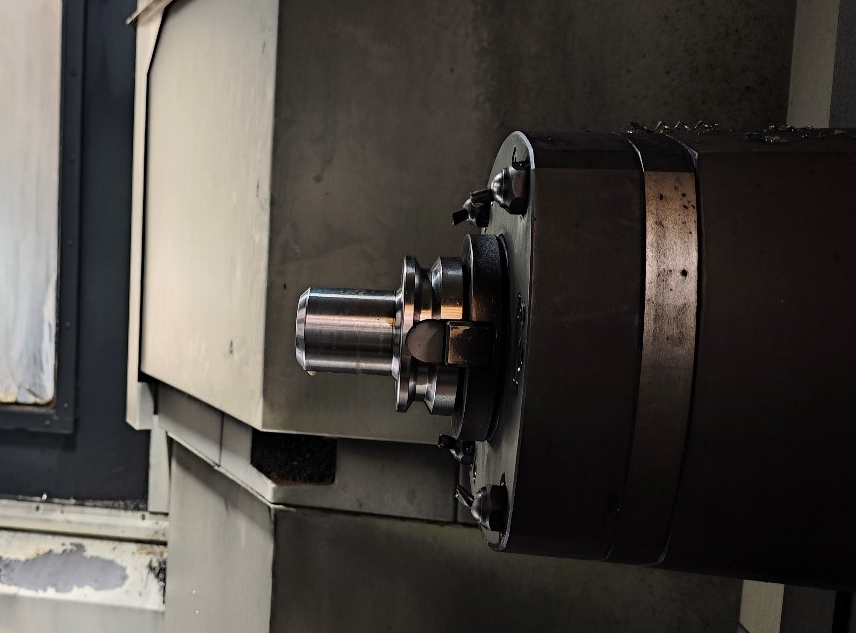
設備情況:
設備:臥式加工中心 型號:63H 數控系統:FANUC
主軸接口:BT50 冷卻方式:內冷 冷卻壓力:22bar
主軸精度:0.005mm 主軸功率:22KW


客戶此前一直使用進口T品牌皇冠鉆加工,但壽命只有24米。在持續生產過程中,刀具壽命問題逐漸凸顯,使得企業成本不斷增加。為了滿足客戶對延長刀具壽命、降低生產成本的需求,技術人員推薦了創恒S鉆,結合工況特點,適度調整轉速和進給以適配工況需求,有效解決了刀具壽命瓶頸,助力客戶在提升生產連續性的同時,實現了成本的合理控制。
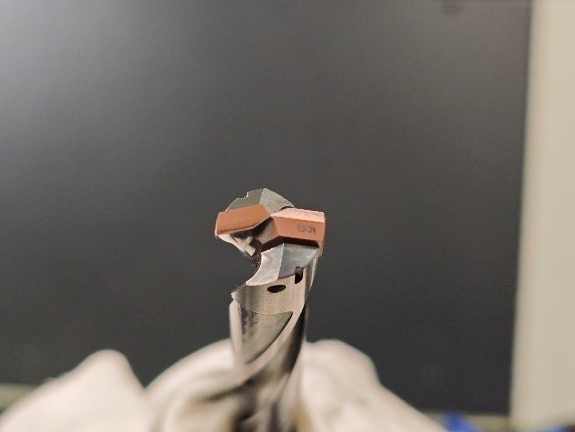
創恒刀具參數:
鉆尖類型:S鉆CPA鉆尖 直徑:Ф15.5
切削速度:68m/min 轉速:1400r/min
進給速度:280mm/min 轉進給:0.2mm/r
單孔用時:47秒 壽命:43米
孔徑擴張量:+0.03mm 孔壁粗糙度:Ra6.3
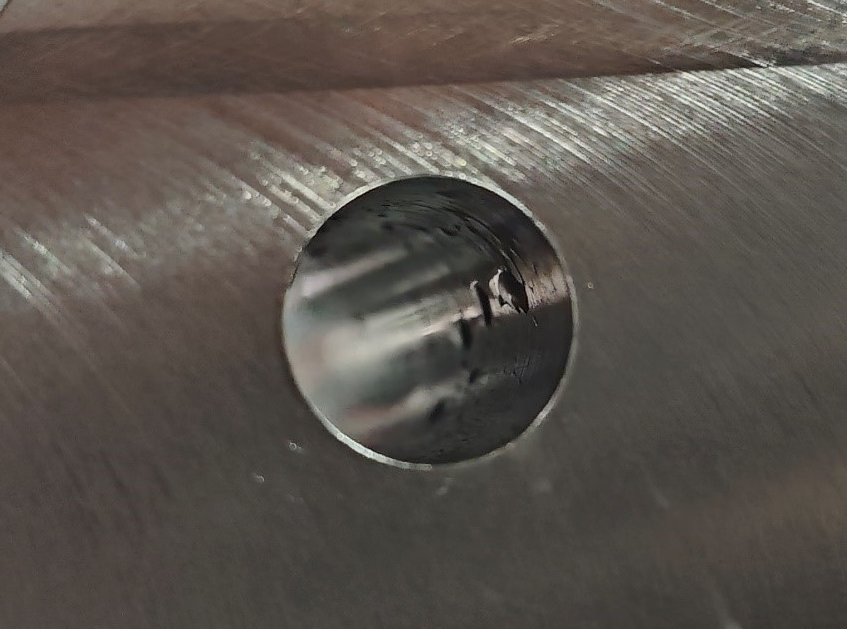

創恒S鉆的刀具壽命表現突出,壽命達到43米,比競品提升了80%。這一變化帶來的實際價值是:相同加工量下,刀具更換頻率明顯降低,不僅減少了因換刀造成的停機時間、提高了設備有效作業率,還減緩了刀具消耗,直接助力生產成本的降低,對于批量生產的配件企業而言,這樣的效益改善是很可觀的。
S鉆在機械配件加工中的良好表現,印證了制造業“工欲善其事,必先利其器”的道理。從進口皇冠鉆到S鉆的更換,看似只是刀具的調整,實則在生產效率和成本控制上帶來了切實的進步。如果您也在零部件加工中為刀具問題所困擾,不妨了解一下這款 S 鉆,或許能為生產帶來一些積極的改變。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~未來,我們秉承“創新發展,合作共贏”理念,貫徹“提供高效精密切削刀具”這一使命,繼續專注于深耕高效切削技術,力求成為您更可信賴的刀具制造品牌


